全站搜索
Search the entire website
整站搜索产品中心新闻中心
点击开始搜索
热门搜索
UltraForm-MXFlexiPoly-RNanoForm Z300EcoFab P200
Search the entire website
Scope of application
Homogeneous reactors are widely utilized in various chemical engineering applications, especially where precise control over reaction conditions is essential. These reactors excel in homogeneous catalysis, such as hydroformylation, esterification, and oxidation reactions, where the catalyst is in the same phase as the reactants.
In modern chemical industries, homogeneous reactors are essential equipment that provide precise control, efficient mixing, and high reaction rates. Unlike heterogeneous reactors, where the reactants and catalysts are in different phases, homogeneous reactors operate with all components in a single phase—either gas or liquid. This configuration ensures uniform distribution of reactants and catalysts, leading to consistent product quality and enhanced reaction efficiency.
Homogeneous reactors have become indispensable in pharmaceutical manufacturing, polymer synthesis, fine chemical production, and energy conversion systems. Their ability to maintain molecular-level interactions makes them a preferred choice in processes that require high selectivity and accurate kinetic control.
A homogeneous reactor is a chemical reactor in which reactants, products, and catalysts coexist in the same phase. The absence of phase boundaries minimizes diffusion limitations, allowing for faster reactions and better thermal management. These reactors are widely implemented in homogeneous catalysis, biochemical engineering, and reaction mechanism studies.
The simplicity of homogeneous reactor operation enables precise monitoring of:
In industrial practice, homogeneous reactors are often configured as batch, continuous stirred-tank reactors (CSTRs), or plug flow reactors (PFRs) depending on process requirements.
Homogeneous reactors offer several key benefits that make them advantageous for a wide range of industrial applications.
Because all reactants and catalysts are in the same phase, homogeneous reactors ensure consistent temperature and concentration gradients, leading to more stable and predictable product quality.
Homogeneous reactions occur at the molecular level, leading to higher intrinsic reaction rates compared to heterogeneous systems limited by surface diffusion.
Precise control of molecular interactions allows for high selectivity, reducing unwanted by-products and improving overall efficiency.
Homogeneous reactors can operate in batch, semi-batch, or continuous modes, making them adaptable to both laboratory research and industrial-scale production.
Since the reaction occurs in a uniform phase, mathematical modeling of reaction kinetics and thermodynamics becomes more straightforward and accurate.
Homogeneous reactors play a vital role across numerous industrial sectors. Below are some of the most significant applications.
One of the primary uses of homogeneous reactors is in catalytic reactions where the catalyst is dissolved in the same phase as the reactants. Examples include:
Homogeneous catalytic reactors are used to produce fine chemicals, fragrances, and pharmaceutical intermediates that require high purity and specific molecular structures.
Advantages in fine chemical production:
In the pharmaceutical industry, homogeneous reactors are crucial for synthesizing active pharmaceutical ingredients (APIs) and intermediate compounds. Many complex organic reactions, such as nucleophilic substitutions, condensations, and oxidations, are performed in homogeneous systems due to their stability and reproducibility.
Biochemical homogeneous reactors are used in enzyme catalysis, fermentation, and biosynthesis processes. The homogeneity of the reaction medium ensures optimal enzyme activity and consistent product yields.
Examples include:
Homogeneous reactors are extensively used in polymer chemistry for producing high-performance materials such as:
Homogeneous polymerization allows precise control over molecular weight distribution and polymer chain architecture, which directly influence the mechanical and thermal properties of the final material.
In addition, homogeneous systems enable copolymerization and block polymerization, which are essential in developing advanced functional materials used in packaging, electronics, and biomedical devices.
Homogeneous reactors are increasingly applied in energy conversion and environmental protection technologies. Examples include:
In energy research, homogeneous reactors facilitate the development of biofuels and synthetic fuels by enabling efficient transformation of biomass or CO₂ into valuable chemical products. Their uniform phase operation improves conversion efficiency and reduces environmental impact.
In laboratories and academic research, homogeneous reactors are used to:
Due to their high precision and reproducibility, homogeneous reactors are essential tools for chemical process simulation, thermodynamic studies, and molecular-level investigations.
Depending on operational requirements, homogeneous reactors can take several forms:
Used for small-scale production and research studies, batch reactors allow easy variation of parameters such as temperature, time, and concentration.
A CSTR maintains constant composition and temperature, suitable for large-scale continuous reactions.
A PFR offers high conversion per unit volume and is ideal for large-scale homogeneous catalytic reactions.
Each configuration can be adapted for liquid-phase, gas-phase, or supercritical-phase homogeneous reactions.
When designing a homogeneous reactor for industrial applications, engineers must consider several parameters:
Modern homogeneous reactors integrate real-time sensors, automation, and digital monitoring to ensure consistent performance and safety in large-scale production environments.
Hydroformylation, also known as oxo synthesis, uses a homogeneous cobalt or rhodium catalyst to convert alkenes into aldehydes. The process operates in liquid phase, offering high selectivity and yield, making it vital for producing plasticizer alcohols and detergent precursors.
In pharmaceutical synthesis, homogeneous reactors enable stereoselective reactions, critical for creating chiral drugs. Continuous-flow homogeneous reactors enhance safety and scalability while maintaining precise temperature control.
Homogeneous reactors ensure complete monomer conversion and uniform polymer structure in polyester production. Their closed-system operation minimizes impurities, improving material strength and durability.
With advances in chemical engineering, homogeneous reactor design continues to evolve:
Miniaturized homogeneous reactors enhance heat transfer and allow continuous processing at the microscale. These are ideal for pharmaceutical R&D and high-value chemical synthesis.
Integrating reaction and separation in a single homogeneous system improves energy efficiency and reduces process steps.
CFD simulations are increasingly used to optimize reactor geometry, mixing patterns, and thermal behavior, ensuring higher yields and safer operation.
Green chemistry trends promote the use of ionic liquids and bio-based solvents in homogeneous reactors, reducing toxicity and improving recyclability.
While homogeneous reactors provide significant benefits, they also face industrial challenges:
However, innovations such as membrane-assisted catalyst recovery, continuous-flow systems, and AI-based process control are addressing these limitations.
Future developments focus on:
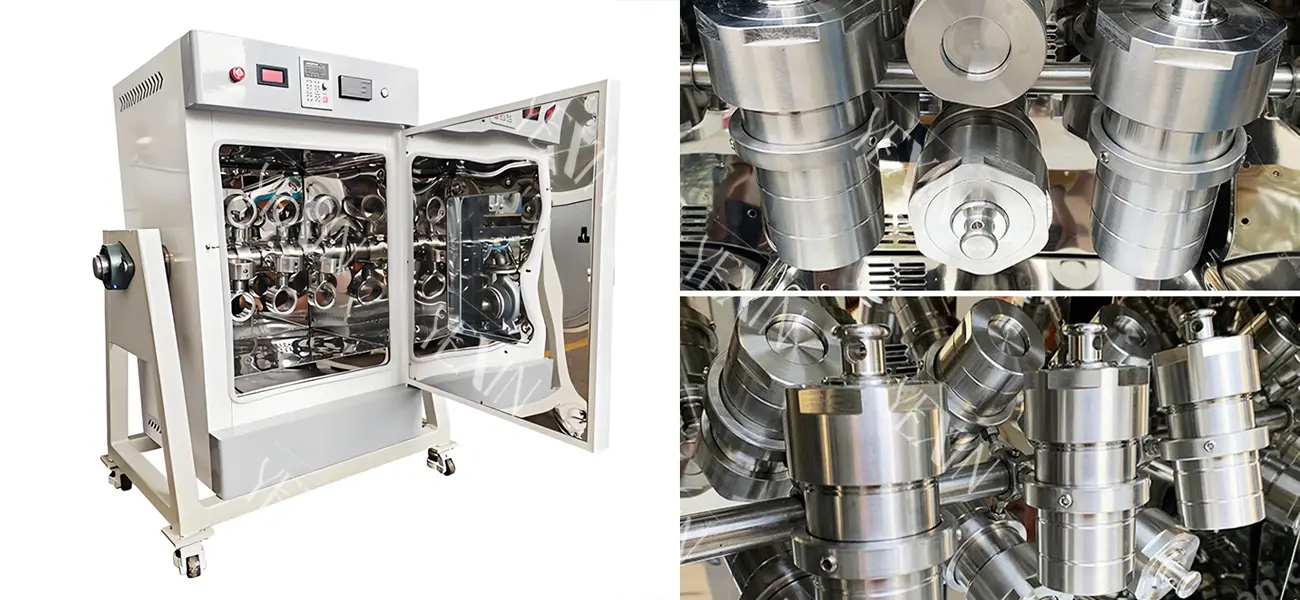
| Model | YXHR-4 | YXHR-8 | YXHR-12 |
| Maximum operating temperature | 280℃ | ||
| Long-term operating temperature | 260℃ | ||
| Constant temperature accuracy | ±1℃ | ||
| Heating method | Blast electric heating | ||
| Inner cavity size | 455*390*445mm | 455*390*445mm | 610*430*420mm |
| Dimensions | 450*540*980mm | 450*540*980mm | 1040*620*1000mm |
| Number of workstations | 4 | 8 | 12 |
| Heating power | 1.6kW | 1.6kw | 2kw |
| Power supply | 2.2kW | 2.2kW | 3kw |
| Speed | 5-70r/min stepless speed regulation | ||
| Inverter control method | VWVF control,DC braking 0.20-50.0Hz digital setting,direct start,built-in PID | ||
| Temperature control method | Intelligent temperature controller,30-segment programming PID self-tuning, intelligent automatic temperature rise and fall | ||
| Observation window | Double-layer tempered glass | ||
| Control thermocouple | PT100A model | ||
| Safety protection device Do | or opening heating and rotation power off,over-temperature alarm,automatic power off protection | ||
| Insulation materials | Aluminum silicate fiber insulation material | ||

Online Message
