全站搜索
Search the entire website
整站搜索产品中心新闻中心
点击开始搜索
热门搜索
UltraForm-MXFlexiPoly-RNanoForm Z300EcoFab P200
Search the entire website
Scope of application
In the chemical industry, it is widely used for large-scale polymerization, viscous product mixing, and continuous-flow processes, leveraging its robustness, easy scalability, and excellent heat transfer efficiency for industrial production.
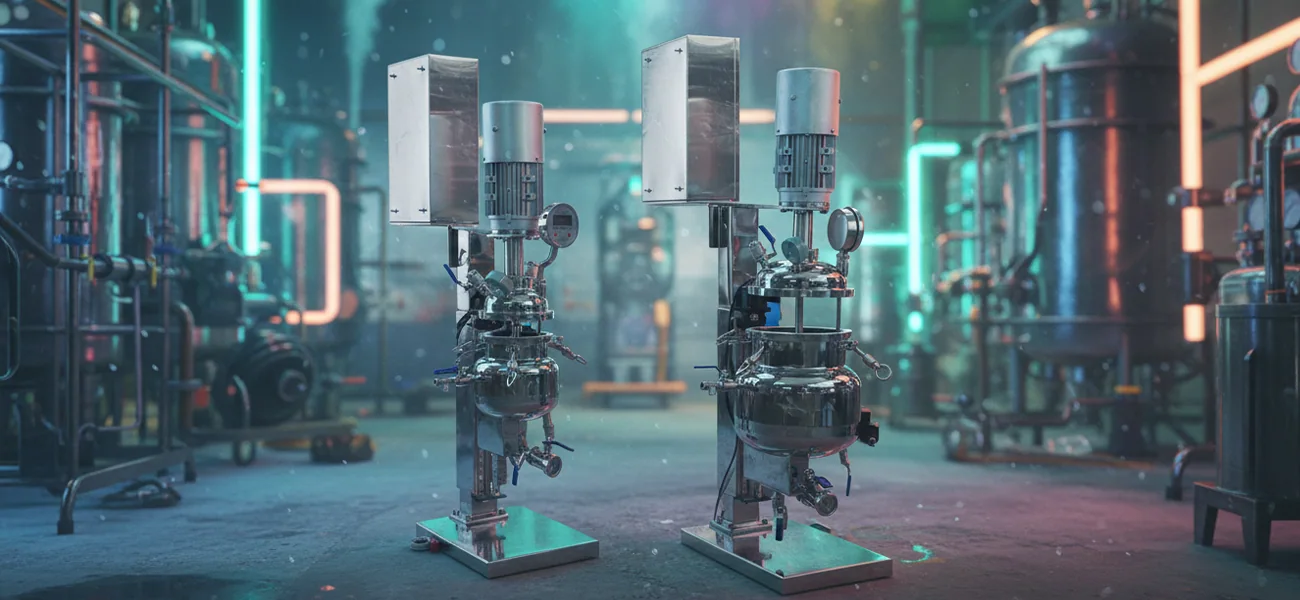
A stainless steel reactor system is a complete industrial solution that integrates the reactor vessel, agitation system, thermal control, instrumentation, and automation into a single unit. For buyers, selecting a stainless steel reactor system is a critical decision that affects production efficiency, product quality, and long-term operating cost.
Compared with standalone vessels, integrated stainless steel reactor systems provide better process control, easier installation, and improved safety. They are widely used in chemical plants, pharmaceutical facilities, food factories, and energy processing industries.
The system operates by introducing raw materials into the reactor vessel, where they are mixed uniformly by the agitator. Heating or cooling systems maintain the required temperature, while pressure control devices ensure safe operation. Automated control systems monitor and adjust process parameters in real time, ensuring consistent results.
Batch stainless steel reactor systems are suitable for flexible production and frequent product changes. They are commonly used in specialty chemicals and R&D-related manufacturing.
Continuous stainless steel reactor systems are designed for large-scale production with stable operating conditions. They provide high throughput and consistent product quality.
High-pressure stainless steel reactor systems are used for hydrogenation, hydrothermal synthesis, and other demanding processes requiring elevated pressure and temperature.
Custom agitator designs ensure efficient mixing, minimize dead zones, and improve mass transfer. This directly affects reaction efficiency and product uniformity.
Jackets and coil designs are optimized for heat transfer efficiency, reducing energy consumption and improving temperature stability.
Industrial stainless steel reactor systems include multiple safety layers such as pressure relief valves, alarms, and emergency shutdown systems.
Used for large-scale synthesis, catalysis, and specialty chemical production.
Supports controlled synthesis, fermentation, and purification processes under strict regulatory requirements.
Ensures hygienic processing for food-grade and beverage production.
Applied in biochar reactors, biomass conversion, activated carbon regeneration, and waste treatment systems.
| Model | BSF-10L | BSF-20L | BSF-30L | BSF-50L | BSF-100L |
| Power(W) | 200(1:3) | ||||
| External dimensions(mm) | 540*480*1800 | 550*700*1830 | 550*700*1950 | 700*600*2050 | 700*800*2270 |
| Number of cauldron lid openings | 8 | ||||
| Temperature measurement port | 50.5 chuck / φ8 temperature measuring tube | 50.5 chuck / φ12 temperature measuring tube | |||
| Drop hole | 50.5 mm chuck/1000 ml funnel | 50.5 mm chuck / 2000 ml funnel | |||
| Return hole | 50.5 chuck / φ38 | 50.5 chuck / φ38 | |||
| sight glass | φ51 | φ89 | |||
| sight glass | φ32 | / | |||
| Feeding port | / | φ89 | |||
| Pressure gauge port | 50.5 mm chuck / integrated pressure gauge | ||||
| exhaust vent | 2-way exhaust valve | ||||
| Mixing hole | SUS316L propeller-type mixing impeller | ||||
| High and low temperature resistance (°C) | -120~260 | ||||
| Stainless steel thickness (mm) | φ3 | φ4 | |||
| Discharge valve port diameter | φ35 | ||||

Online Message
